Investor News
Shareholder Update - Bacchus Marsh Plant
The Company released a shareholder update via the ASX on its Bacchus Marsh upgrades and initial sales of Coldry product this morning.
In related news the Australian Energy Market Regulator (AEMO) released a report yesterday highlighting looming east coast gas shortages.
This market backdrop bodes well for the Coldry sales outlook here in Victoria.
Headlines
- Herald Sun ($): "Alarm over power shortage as state’s gas production set to drop" - http://www.heraldsun.com.au/news/victoria/alarm-over-power-shortage-as-states-gas-production-set-to-drop/news-story/12a43e830f3956b997afb2b7cd21a720
- The Age ($): "Battle on two fronts for Australia's gas industry" - http://www.theage.com.au/business/energy/battle-on-two-fronts-for-australias-gas-industry-20170308-gutc9u
- ABC News: "Gas supply shortage will threaten nation's power supplies, AEMO forecasts" - http://www.abc.net.au/news/2017-03-09/looming-gas-shortage-will-threaten-nations-power-supplies/8337204
Shareholder Update - Bacchus Marsh Plant
Environmental Clean Technologies Limited (ASX: ESI) (ECT or Company) is pleased to provide the following update to shareholders on the upgrade activity at the Company’s Bacchus Marsh R&D facility, on both the Coldry, as well as Matmor technologies.
Key points
- Coldry Pilot Plant – High Volume Test Facility
- Matmor Test Plant Upgrades
- Market testing and sales of Coldry pellets
Coldry Pilot Plant – High Volume Test Facility
The activities undertaken over the last six months are linked to preparations for the Coldry-Matmor Demonstration plant in India. This includes a sub-project supporting the development of a control system algorithm that will be able to automate and optimise process parameters in a complex, multi-variable system.
The test program will also extend to the development of data to better understand how the process and the control algorithm need to react in response to changes in raw coal properties. Changes in moisture, ash and pH occur naturally across a coal seam resulting in sometimes abrupt input changes that require adaptation of process parameters to mitigate impacts on finished product quality and costs.
The implications for the Bacchus Marsh High Volume Test Facility extend beyond the activity aimed at helping prepare for our India project, to the generation of new knowledge to support our design efforts for subsequent applications, such as integrated front-end rapid drying solutions for other coal upgrading processes and improved final product specifications.
On the way through this R&D activity, we’ll be producing up to several thousand tonnes of finished product. Where that product is suitable for sale, we intend to sell it to local customers. There is also an opportunity to test product performance in a range of end-user applications (small boiler systems, large boiler systems, pyrolysis and torrefaction) for batches under 15,000 tonnes.
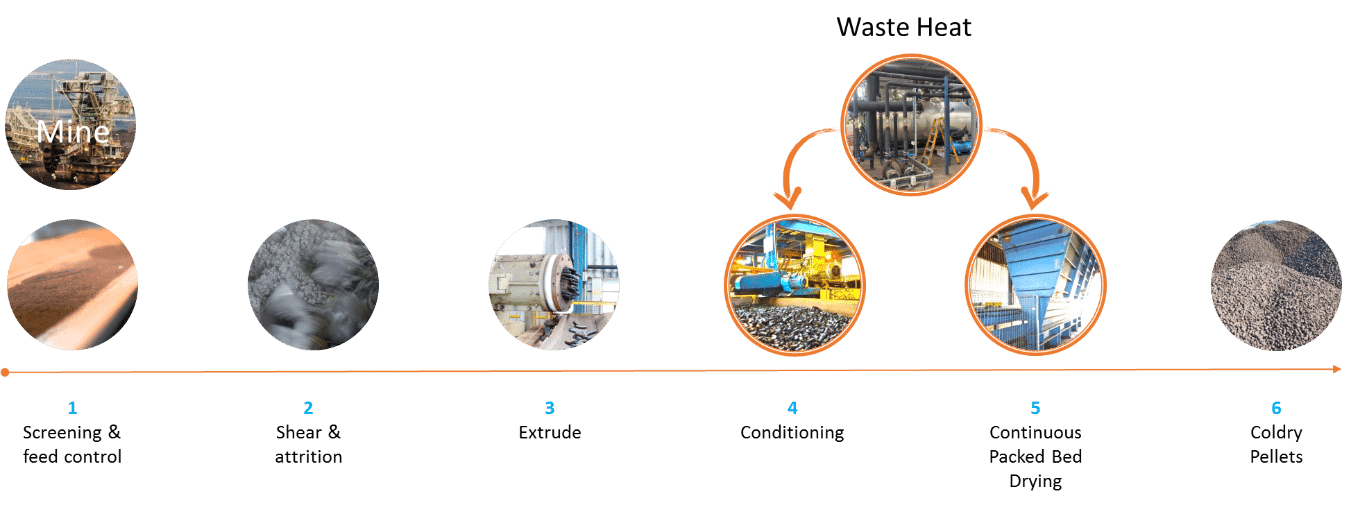
The Coldry process combines two unique aspects:
- Brown coal densification (BCD)
- Waste heat utilisation
Brown coal densification is a natural phenomenon whereby the physical structure of the coal is transformed from a wet, soft, friable raw material to a dense, dry, hard material. It takes a very specific type of processing to apply shear-stress over time to trigger BCD. The primary processing equipment design and operating parameters are tailored to the characteristics of the coal.
The application of the right amount of mechanical shear to the raw coal results in a soft and malleable coal ‘paste’, enabling low pressure extrusion to form pellets. The key here is that the physically trapped moisture is mobilised and, as that moisture migrates to the surface of the pellets and evaporates, the porous structure of the pellet collapses and densifies.
Moisture removal via evaporation may sound easy. Natural moisture removal in the open environment would proceed via evaporation under ambient conditions, but that could take several weeks, making it unpredictable and nearly impossible to schedule production around. It’s not a commercial solution. Controlling the drying rate to a predictable timeframe is essential to developing a commercial scale solution. Generating heat through traditional methods is relatively expensive. This is where the low-temperature waste heat aspect of the Coldry process comes in. BCD proceeds ideally in the range of 40°C to 70°C.
Waste heat is essentially free because there’s no other valuable use for it. Typically, coal power stations waste around two-thirds of the energy content of the coal via system losses. One-third is evaporative loss from the cooling towers. The other third goes up the flue stack. The Coldry process harnesses these waste resource and directs the heat to low-temperature drying of the pellets.
We don’t have a power station near our Coldry pilot plant to provide waste heat, nor do we need one for pilot scale R&D. What is important is being able to generate and modulate heat across a range of temperatures and operational profiles so that we may simulate the waste heat provided by various applications.
With this brief overview in mind, we may now step through the Coldry High Volume Test Facility.
The Coldry Process Flow Chart – HVTF
Upgrade Objectives:
- Improve Safety and Environmental performance
- Remove significant capacity mismatches in process equipment
- Rectify long-standing maintenance issues
- Automate systems
- Improve data generation and recording capability
- Allow higher volume operations to improve scale-up engineering data
Key figures:
- Input capacity – Up to 35,000 tonnes per annum (raw coal input)
- Production capacity – Up to 15,000 tonnes per annum (output)
- Operating temperature range - 25°C to 70°C
Receiving
Coal from the nearby Maddingley mine is sized and delivered to the HVTF in semi-trailer loads. A front-end loader is used to push the coal into the in-ground receiving hopper.
The raw coal receiving bunker, which holds several hours’ worth of as-mined coal, underwent significant refurbishment. The bunker liner was replaced, as were the conveyor belt systems to provide reliable operations and greater throughput.
A suitable cover was added to reduce the impact of rain, while also providing extra storage for R&D samples.




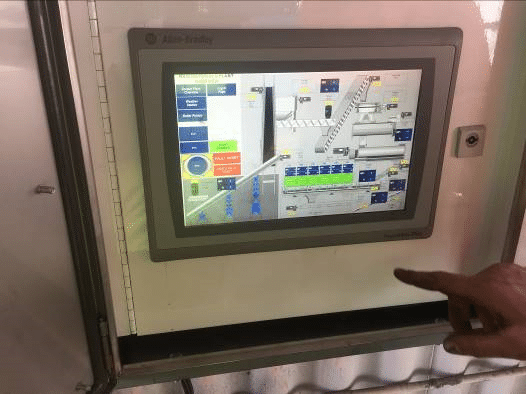
Control Systems
The original control system had no scope for automation. The new system has the capability to take live feedback and adjust process parameters accordingly. One of the current R&D test work programs is focused on the development of the algorithm required to program the control system to respond to changes in coal composition, ambient conditions and waste heat variations.


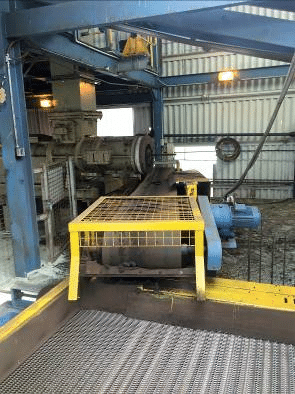
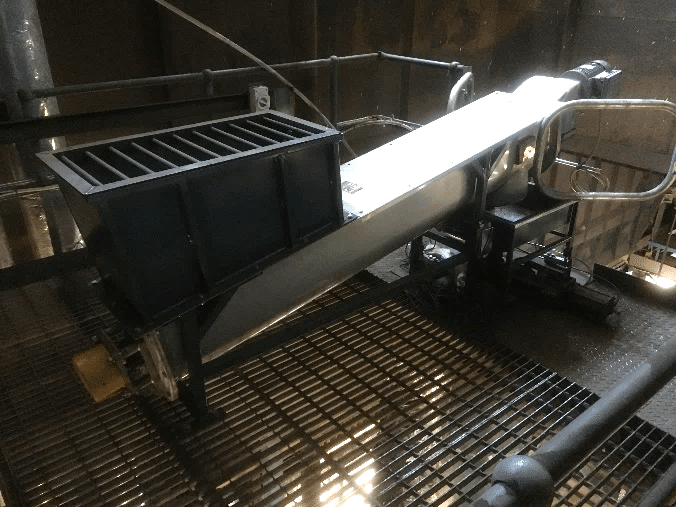
Primary Processing
The primary processing system is responsible for transforming the raw coal into a plastic mass with very specific physical characteristics, which then triggers the initiation of Brown Coal Densification. This is then extruded to form pellets which are then conditioned and dried.
Prior to this upgrade the mill and extruder train had a higher capacity than the feed-in system. This capacity mismatch was a legacy of changes to the plant over several development stages.
All conveyor belts have been upgraded as have several conveyor belt drive motors, to improve reliability and handle the additional volume and weight of coal entering the system.





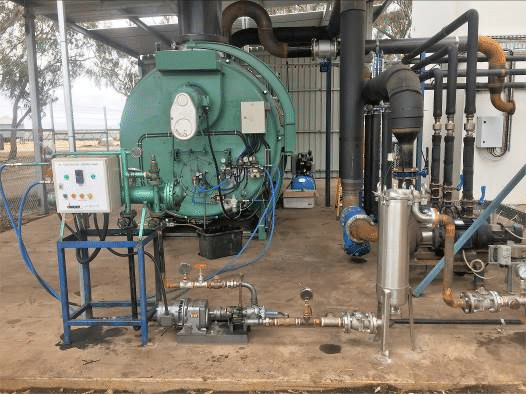
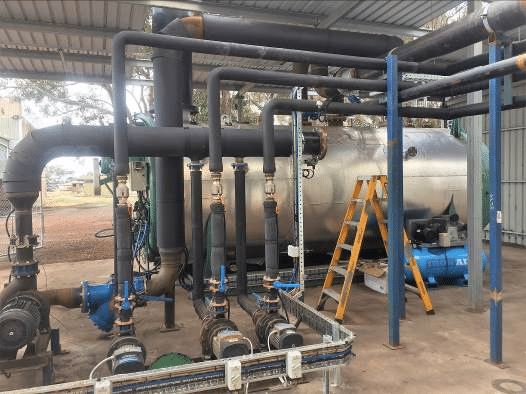
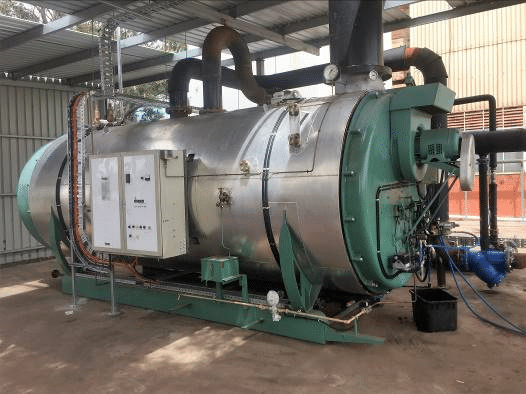
Waste Heat Simulation System
The previous heating system was a low capacity, low-temperature water heater, and was relatively expensive, relying on LPG as its fuel source.
The new waste heat simulation system features a larger heating system which is more economical to operate, and capable of generating a wider operating temperature range, enabling greater simulation capability.
The control system allows programming of the heat profile to simulate a range of real-world integration applications, essential to better understanding optimisation of pellets along the process chain.

Packed Bed Dryer Improvements
A range of general improvements were also made in the Packed Bed Dryer building, all aimed at improving material handling, with an emphasis on dust management and control. Importantly, this delivers an improved work area and reduced need for housekeeping.
Matmor Test Plant Upgrades
The Matmor Test Plant has also undergone a range of upgrades and improvements. Again, the focus for these improvements is largely around automation, feed and discharge systems, improving the capability to perform extended, continuous performance testing. Additionally, several items of equipment were switched out to allow trials of new techniques associated with Matmor and its new cousin, HydroMOR. Lastly, we have modified some aspects of the retort itself, trialling new materials of construction and fabrication techniques.
Matmor is a novel iron processing technology that facilitates the efficient production of high quality direct reduced iron from inexpensive materials that have been traditionally thought of as poor or sub-economic quality such as mill scale, nickel tailings, low-grade iron ore and iron ore fines and lignite and other low-quality coals.
There are three distinct aspects to the process:
- Raw material preparation and drying
- Matmor furnace
- Unique chemical pathway
Our Coldry process acts as the raw material feed preparation stage, combining the ore and coal to produce the dry, dense pellets required to work with the furnace.
The furnace itself is unique. No conventional or emerging process tackles metal oxide reduction, in the same manner, operating at less than 1000°C.
Our unique chemistry leverages the rich volatile matter content of low-rank coals to achieve the rapid transformation of ore to metal.
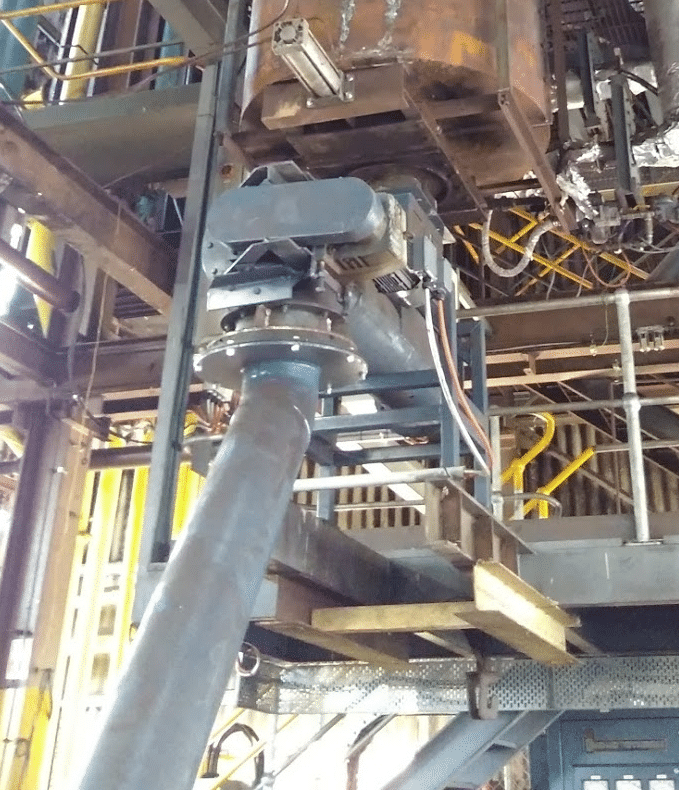

Scale up of Matmor from our existing Test Plant (pictured) to Pilot scale and beyond will address all areas of the plant's operation including pellet production, composition and physical characteristics, plant thermodynamics and reduction chemistry.
Next Steps
The High-Volume Test Facility has commenced a series of test programs to support both the Coldry and Matmor plant development objectives in India.
In relation to Coldry, the HVTF is tasked with generating the following outcomes:
- Scale up support data across a range of (simulated) integration regimes (i.e. temperature range)
- Algorithm response data curves across a range of variables
In relation to Matmor / HydroMOR, the Bacchus Marsh facility will be tasked with the following objectives in relation to design support for the Pilot Plant:
- Generating additional performance curves for metals reduction across a range of variable parameters (ore type, reduction conditions, raw material ratios, etc.)
- Equipment trials (e.g. retort tube design modifications, feed and discharge equipment options assessment)
Market Testing & Sales of Product
As mentioned in previous announcements, suitable product output from R&D test programs will be sold where a market exists.
Currently, ECT is exploring the market with Coldry product for small (<5MW) and large (>5MW) boiler systems as well as batches of Coldry for downstream processes such as briquetting, pyrolysis and torrefaction. The Company had also begun the supplier qualification process for Coldry through one of Victoria’s large electricity generators, but due to the unexpected closure of the facility, this process ceased before completion.
All tests conducted to date have reinforced the performance and cost competitiveness of Coldry against the incumbent solid fuel, Brown Coal Briquettes.
Given the rapidly escalating and significant price of natural gas – in some cases, as high as $11 per GJ – we are receiving a significant number of enquires for testing. We are now in the process of selecting those that offer the greatest promise for continued commercial offtake. These tests, if successful, will likely lead to supply contracts for our Coldry product.
Our current market test initiatives have seen the company generate maiden sales of Coldry for FY16/17 and is on track to increase this to a target of 5,000-15,000 tonnes per annum for FY17/18. Further plant capacity increases up to 30,000 tonnes per annum will be assessed in line with ongoing R&D outcomes and requirements, with subsequent saleable product also to be made available to local consumers. For reasons of market competitiveness, the Company will not be identifying customers, or releasing dollar-based sales or earnings figures prior to the statutory reporting cycles but will update the market, where necessary, on tonnage based sales.
For further information, contact:
Ashley Moore – Managing Director [email protected]